Engel, along with partner companies, has developed a new type of in-mold decorating (IMD) for automotive interior parts as a lower-cost, versatile and efficient alternative to conventional methods.
In the DecoJect process, a decorative film is shaped by the contour of the injection mold in a thermoforming vacuum step, then the film is back-injection molded in a highly automated roll-to-roll process, said Wolfgang Kienzl, a technology specialist for foamed injection molding and automotive interior surfaces at Engel Austria in Schwertberg.

Use of a decorative film from a roll contrasts with legacy IMD methods, where a layer of paint is transferred from a film onto the component, and the film is not molded into the part. In the DecoJect method, the portion of film that is drawn into the mold is cut from a roll, and the film web is indexed automatically when the mold opens and the finished part is ejected.
Since debuting DecoJect at the K show last year, Engel has presented the technology in a number of forums in the U.S., including recently at Plastics-In-Motion and SA Engineering's Automotive Tech Day.
"In-mold decorating technologies are increasingly replacing painting in the production of car interiors, in order to combine a high-quality part surface finish with a high degree of flexibility. This new approach results in the ability to produce small batch sizes at low unit costs," Kienzl said. Different textures can be molded into the part, with a design change executed in a few minutes by replacing the film roll or components of the mold.
Applications include door panels, seat backs, trunk lids for hatchbacks, console lids and the lower sections of instrument panels or the lower portions of A-, B-, C- or D-pillars, according to Engel.
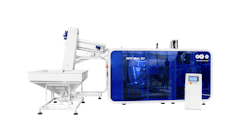
At the K show, an Engel duo 5160/1000 injection molding machine produced door panels with different finishes, including a leather grain with a seam, in a single-cavity mold every 70 seconds.
The part had a shot weight of 300 grams. It was back-injection molded with a PP resin that was physically foamed using the MuCell process from Trexel for lightweighting and warpage minimization. Back-injection molding is when the resin fills the area behind an insert in the tool that becomes the surface of the part. In this case, one side of the film had a Class A surface. The resin was injected in back of the film.
Film for the process, which is typically 0.2mm to 0.5mm thick, is based on a thermoplastic olefin. It also incorporates a thin PU layer that improves resistance to scratches and wear. A key benefit of DecoJect is that the base material can be a low-cost resin such as PP, since surface characteristics are delivered by the film.Benecke-Kaliko developed the film used in the DecoJect process and offers it in a wide range of colors.
COMPONENTS OF DECOJECT
To start the DecoJect process, a special winding device developed by ICO System International Coating feeds the film into position between the open mold halves.

The winding system has a clamping frame that is attached to the tool to hold the web in place between the mold halves. The winding system is mounted onto the moving mold platen. "With the ICO system, the [film] is indexed from the top to the bottom of the tool. We are able to precisely adjust the film tension, film infeed and film speed of the system using servomotors incorporated into the rollers of the winding system," Engel said in a press release. Underneath the winder, a knife trims excess film. The scrap is removed by suction cups placed on the end-of-arm tooling (EOAT).
An infrared (IR) heater designed for use as EOAT on a robot precisely heats up the section of the film held between the clamp frame of the film winder. The heater is closed-loop controlled and can be tied into the machine control. Users create zones of heating within the IR heater to avoid overheating any region of the film. For the process, the IR heater generates temperatures of between 356 and 392 degrees Fahrenheit to make the film pliable enough to be vacuum-formed into shape, Kienzl said.
Pyrometers on the film winder monitor the surface temperature of the film during heating. "Heating up the [film] directly in the mold and immediately deep drawing it with vacuum minimizes the thermal loss and ensures an optimal grain transfer," Kienzl said.
The tooling, designed by mold maker Georg Kaufmann Formenbau, features a special mold insert made from nickel by Galvanoform that accommodates the vacuum system.
The nickel shell has a texture that is pressed onto the surface of the film. The nickel shell has to be robust enough to withstand high injection pressures."By heating up the film and pulling [a] vacuum, the graining is transferred to the hot film. A nickel shell is not a must with the process but in terms of a precise graining quality, it is better than a steel surface with vacuum holes," Kienzl said. The vacuum system takes up some of the space dedicated to mold cooling on the moving mold half. To compensate, Engel enhanced the mold cooling on the fixed mold half.
Engel also partnered with hot-runner manufacturer HRSFlow. HRSFlow's FlexFlow hot-runner nozzles with servo-controlled valve pins control the flow of melt during back-injection molding.
"Sensitive control of the individual pin in each hot-runner nozzle was required to avoid damaging the [film] at the injection point," Kienzl said. The demonstration part at the K show featured five injection points over the length of the part.
DecoJect can be integrated into an existing injection press with minimal modifications.
Mikell Knights, senior staff reporter
For more information
Benecke-Kaliko AG,Hanover, Germany, 49-511-6302-0, www.benecke-kaliko.com
Engel Machinery Inc.,York, Pa., 717-764-6818, www.engelglobal.com
Galvanoform Gessellschaft für Galvanoplastik mbH,Lahr, Germany, 49-7821-9470, www.galvanoform.com
Georg Kaufmannn Formenbau AG,Busslingen, Switzerland, 41-56-485-6500, www.gktool.com
HRSFlow,Byron Center, Mich., 616-228-6900, www.hrsflow.com
ICO System International Coating GmbH,Lüneburg, Germany, 49-4131-891-8190, www.ico-system.com
Trexel Inc.,Wilmington, Mass., 781-932-0202, www.trexel.com