At K 2019, Sumitomo (SHI) Demag exhibited a new, specialized version of its IntElect S 180 electric injection molding machine configured specifically for molding tight-tolerance, high-volume medical parts. The company also launched the IntElect 500, its largest all-electric machine, which is designed to handle the large molds that are often used in the automotive industry.
The 198-ton IntElect S 180 features larger tie bar distances to extend the mold height. It accommodates large molds in combination with very small injection units.
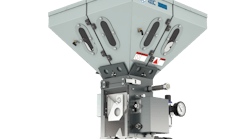
The IntElect S 180 displayed at K 2019 was equipped with a 64-cavity mold made by Plastisud and a side-entry robot from Hekuma that features batch tracking and contact-free camera inspection. The system produced medical pipette tips that are 15mm long and weigh 0.26 grams. The mold used two injection points to produce the tips.
“For the manufacturing of narrow-tolerance applications in high volumes, the new mold concept together with Sumitomo Demag’s highly precise machine technology delivers greater precision and reproducibility,” said Anatol Sattel, Sumitomo (SHI) Demag’s medical product manager. “The ability to install small screws matched with large mold space is a big advantage as it improves the dosing and injection performance, which is so critical when molding micro components like pipette tips.”
The IntElect S 180’s direct-drive technology enables fast injection speeds to completely fill 64 cavities, resulting in a high-quality medical component, he said.
The direct-drive technology improves energy efficiency and the total cost of ownership, Sattel said. The company increased the efficiency of the machine’s energy-recovery system and improved temperature control of the machine’s spindles, motors and inverters to boost energy efficiency and extend their life expectancy.
The IntElect S 180 was designed to meet ISO 13485 medical device quality management and validation standards. The company did this by incorporating restrictions in the control that prevent operators from making adjustments that are outside specific ranges, unless they have been granted authorization to do so.
“The key areas that might impact a stable process include changes in pressure, temperature, flow rate and cooling rates, any of which may trigger a costly re-validation exercise,” said Peter Gladigau, product manager. “By limiting the range on what an operator can adjust, validated medical injection molding processes can be maintained.”
When equipped with the medical package, the IntElect S 180 meets U.S. Food and Drug Administration Good Manufacturing Practice (GMP) requirements for cleanliness for manufacturing medical and pharmaceutical products. The mold space is designed to be clear of contaminants and lubricants. Hygienic covers made of stainless steel protect the mold area. The machine uses FDA-approved food-grade grease.
The Hekuma side-entry robot delivered advanced batch tracking and contact-free camera inspection. Its HEKUtip gripper system removed the 64 pipettes in less than 0.6 second and placed them in racks. The camera inspected the parts from multiple angles to make sure there were no defects. The gripper system’s modular design can accommodate up to 128 cavities and can inspect every part or do random quality checks. An option is available to do product rack labeling or to further automate packaging configurations, including stacking, banding and shrink wrapping.
Resin supplier Borealis provided its Bormed BJ868MO to make the pipette tips. It is a high-flow, heterophasic PP copolymer engineered for health-care industry manufacturers who need to comply with European Union medical device and in vitro diagnostic regulations. The material has a melt flow rate of 70 grams per 10 minutes to facilitate filling of the 64-cavity mold.

The IntElect 500, a 550-ton machine, features an increased mold height and opening stroke, compared with other IntElect machines, to accommodate larger molds. It also has new servo drives to improve repeatability and shorten cycle times.
The IntElect 500 at K 2019 produced a 3.2-foot curved, interactive car dashboard. The process included in-mold decoration (IMD) using two pieces of film.
“What would previously have been a fragmented or manual manufacturing and foil application process has now been fully integrated with Sumitomo (SHI) Demag’s IntElect automotive machine,” said Henrik Langwald, automotive business development director at Sumitomo (SHI) Demag. “The result of running the different injection, curing and laser-marking processes concurrently means that the cell can efficiently produce an interactive touchfoil component with precision in less than 60 seconds.”
The cell at K 2019 included components from Kurz, Datalogic, BFA Solutions, Max Petek, ASP Automation, Kist Maschinenbau and a compact, six-axis Kuka robot with a 35.3-pound payload capacity.
“Apart from manually presenting the [film] via a magazine, the entire production process is fully automated,” Langwald said. “The modular design of the cell means that it can be adapted to meet the diverse needs of each customer’s product development process.”
The Kurz robot used a multifunctional gripper to pick up the IML film and insert it into the mold. A holding frame kept the film fixed in place. The robot also put a second piece of film in place. A vacuum was used to make sure the films did not move as the mold closed. The machine injected PC between the two films. After injection, the Kuka robot removed the part, which it put on a Vario Puffer conveyor from ASP Automation that fed into a UV-curing module and a cleaning station.
Each part was placed on a laser printing station where it received a data matrix code. All codes were stored by PiInject technology developed by BFA Solutions. Data was stored in a cloud-based MES that met OPC-UA, Euromap 77 and Industry 4.0 data-transmission and storage requirements.
“We intentionally built this cell with the future smart-manufacturing model in mind,” Langwald said. “Production can be scaled up or down, different parts of the process can be added in or eliminated, depending on the interactive component being molded. By automating all elements in this turnkey demo, we have created a controlled … injection molding process from start to finish.”
Bruce Adams, senior reporter
Contact: Sumitomo (SHI) Demag, Suwanee, Ga., 678-892-7900, www.sumitomo-shi-demag.us